
Сегодня в нашей стране достаточно много предприятий, занимающихся производством клеёного бруса. Правда, большинство из них выпускает только стеновой брус (причём, зачастую по собственным ТУ), а все остальные элементы, необходимые для возведения дома, приходится изготавливать на месте.

Производителей же полного набора деталей (причём, надлежащего качества), требуемых для сборки коробки дома, можно пересчитать по пальцам. Попробуем разобраться, какие производственные процессы определяют качество клеёной продукции и какие документы способны его подтвердить.
ОТВЕТСТВЕННАЯ ЛЕСОЗАГОТОВКА
Производится в сертифицированных лесах, отведённых для промышленных нужд, со строгим соблюдением технологии и последующим лесовосстановлением (по требованию предоставляется полная информация о прохождении продукцией всей производственной цепочки, включая последовательные стадии переработки и изготовления).
Для клиента это означает, что при выпуске клеёной древесины использовался качественный, экологически чистый лес, подтверждением чему служит сертификат, например международный FSC.
МНЕНИЕ СПЕЦИАЛИСТА
Строительной компании всегда проще и спокойнее работать с таким изготовителем клеёных изделий, который полностью обеспечивает любые сечения, а все изготовленные из них детали поставляет в размер по проекту, с запиленными чашками и прочими элементами сопряжения в конструкции.
Главное, чтобы все поступающие на строительную площадку детали были такого качества, которое не то что не нуждается в проверке и подтверждении, а даже сомнений не вызывает. Именно такими поставщиками в России являются компании, прошедшие международную сертификацию, например МРА.

РАСПИЛОВКА И СУШКА
Окорённые брёвна распиливаются на доски толщиной от 32 до 75 мм и предварительно сортируются в соответствии с существующими ГОСТами — дерево с любыми видами поражений отбрасывается. Отобранная древесина подвергается сушке с применением мягких режимов, после чего остывает непосредственно в камере, а затем выдерживается не менее 36 ч в тех же условиях, в которых будет склеиваться. Подобный комплекс мер обеспечивает стабильность геометрических размеров доски, снятие в ней внутренних напряжений, а также исключает появление трещин.

АВТОМАТИЧЕСКАЯ СОРТИРОВКА
Используемые в клеёных конструкциях доски (ламели) предварительно калибруются, а затем сортируются по прочностным и визуальным параметрам (на 6 или 12 классов) с последующей вырезкой обнаруженных дефектов. Эту процедуру могут осуществлять специально аттестованные специалисты, а на современных предприятиях она выполняется автоматически, с применением цветного, лазерного и даже рентгеновского сканирования.
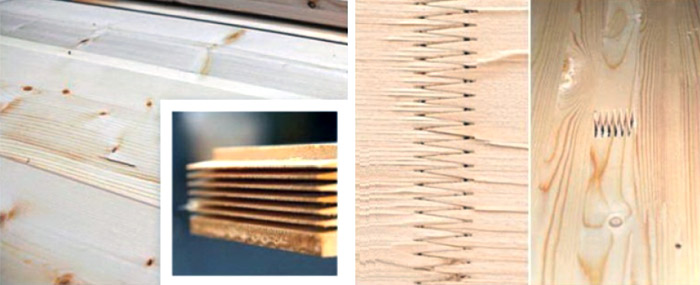
СРАЩИВАНИЕ
Для получения ламелей требуемой длины на торцах досок нарезаются соединительные шипы, на которые наносится клей. Далее доски собираются под давлением в непрерывную «плеть», с последующим раскроем на заготовки заданной длины. При этом шиповое соединение по прочности должно не только не уступать, но и превосходить саму древесину. Для потребителя важен внешний вид сращенного фрагмента. Наиболее актуальным решением является «закрытый шов», который образует на видимых поверхностях лишь малозаметную полоску.
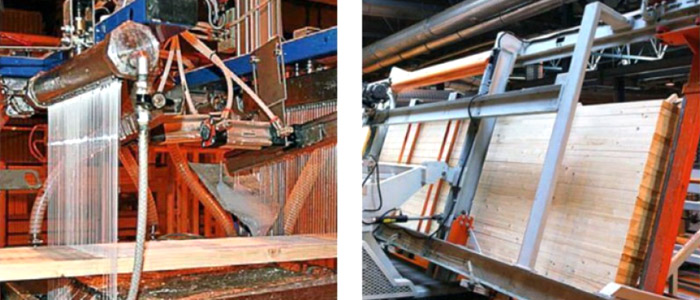
НАНЕСЕНИЕ КЛЕЯ
Чтобы получить клеёное изделие необходимого сечения, раскроенные заготовки сначала калибруют, а затем соединяют между собой. Для этой цели используют специальные сертифицированные клеевые составы. Клей дозированно наносится непосредственно перед совмещением деталей и только на те поверхности, которые склеиваются в данный момент. В качественном изделии слой клея на стыках ламелей не должен быть заметен. Если же вы видите толстый клеевой шов, значит, брус произведён с грубыми нарушениями технологии.
ПРЕССОВАНИЕ
Заготовки с нанесённым клеем собираются в пачки и поступают на прессование, где они должны выдерживаться заданное время под определённым давлением. Процесс может производиться как холодным, так и горячим способом. В последнем случае модернизированные предприятия используют нагрев заготовок токами высокой частоты (ТВЧ), что не только экономит энергию, но и в несколько раз сокращает время выдержки деталей под давлением. Расхождение клеевых швов может свидетельствовать о нарушении технологии как нанесения клея, так и прессования.
КЛИМАТ И КОНТРОЛЬ
Все технологические операции производства клеёных изделий должны проводиться в закрытых помещениях, обеспеченных системами поддержания и контроля заданных температуры и влажности. Иначе есть риск, что в процессе эксплуатации древесина растрескается (чаще всего на видимых поверхностях) или разойдутся клеевые швы, а клеёные балки потеряют несущую способность.
Для исключения этого на производстве должен быть организован постоянный контроль качества выполнения таких операций, как прочностная сортировка, клеевое соединение ламелей на шип и ламелей в изделии, строгание и профилирование. От каждой партии изделий, но не реже одного раза в смену следует отбирать образцы для проведения лабораторных испытаний на деламинацию — расклеивание и прочность клеевых соединений. Все эти мероприятия должны проводиться в аттестованной заводской лаборатории.

СТРОГАНИЕ И ПРОФИЛИРОВАНИЕ
Склеенная заготовка строгается под заданный размер, а при изготовлении стенового бруса его верхней и нижней поверхностям придаётся определённый профиль, гарантирующий прочное и плотное соединение злементов при сборке стены. Для работы должны использоваться строгальные станки, обеспечивающие высокую точность размеров и чистоту обработанной поверхности, иначе есть риск, что брусья не будут достаточно плотно смыкаться при сборке или на их поверхности появятся вырывы и сколы.

ИЗГОТОВЛЕНИЕ ДОМОКОМПЛЕКТА
Простроганные и профилированные клеёные заготовки поступают на линию выпуска деталей домокомплекта. При этом их раскраивают по длине, а кромки и торцы сопрягаемых между собой элементов подрезают в соответствии с проектной документацией. Для изготовления соединительных чашек в стеновом брусе необходимо использовать только высокоточное программируемое оборудование, в противном случае угловые и прочие соединения придется дополнительно уплотнять при сборке, например, используя утеплитель.
КОМПЛЕКТ СИЛОВЫХ ЭЛЕМЕНТОВ
Балки, прогоны, стропила и опорные столбы несут значительные нагрузки и являются ответственными конструктивными элементами, влияющими на прочность и срок жизни конструкции дома. Именно поэтому при производстве этих клеёных элементов важно соблюдать технологический процесс на всех операциях. Кроме того, если проектировщик создаёт конструкции в расчёте на применение именно клеёных деталей, то собирать их из стенового бруса и обычной доски просто опасно.
ТРАНСПОРТНАЯ УПАКОВКА
Клеёный брус — качественный, но капризный материал, боящийся попадания осадков. Поэтому все изготовленные детали должны обрабатываться грунтовочным антисептирующим составом, собираться в пачки и упаковываться в полиэтиленовую плёнку, стягиваемую полипропиленовой лентой. На каждую пачку наклеивается упаковочный лист, где перечисляются находящиеся в ней детали.
При кратковременном хранении на строительной площадке (не более семи дней) материал должен находиться в упаковках, которые для проветривания вскрывают на торцах. Упаковки следует располагать на высоте не менее 30 см от уровня земли, а сверху накрывать слоем брезента или полиэтилена, при этом обеспечивая вентиляцию торцов.